Latest Products




Contact Us
- No. 2, Lane 715, Daqiao Road, Huangyan District, Taizhou 318020, Zhejiang Province,China
- louis@newthinkingmould.com
- +8618858603156
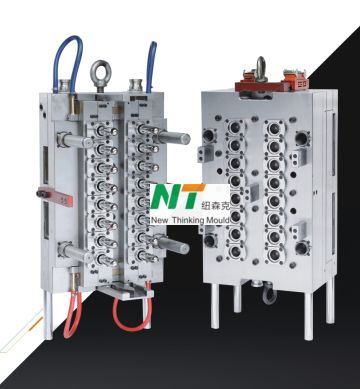





16 Cavity Preform Mold
Bottled drinking water production lines (high-speed linear filling systems)
Carbonated soft drink (CSD) preform manufacturing
Edible oil packaging factories
Sauce, condiments, and liquid food packaging
Household chemical containers (detergent, cleaning liquids)
Pharmaceutical-grade PET packaging (non-sterile containers)
Description
Typical Application Industries
This mold system is widely used in:
Bottled drinking water production lines (high-speed linear filling systems)
Carbonated soft drink (CSD) preform manufacturing
Edible oil packaging factories
Sauce, condiments, and liquid food packaging
Household chemical containers (detergent, cleaning liquids)
Pharmaceutical-grade PET packaging (non-sterile containers)
Core Technical Specification
| Item | Specification |
| Cavity Configuration | 16-cavity PET preform mold |
| Mold Steel (Cavity) | ASSAB S136 (corrosion-resistant stainless tool steel) |
| Hardness | HRC 45–52 (vacuum heat treated & stress relieved) |
| Mold Base | P20H / 4Cr13 anti-corrosion treated steel |
| Hot Runner System | Balanced valve gate or open nozzle system |
| Heating System | Industrial-grade Hotset (or equivalent EU standard) |
| Weight Tolerance | ≤ ±0.1g cavity-to-cavity variation |
| Eccentricity Control | ≤ 0.05 mm cavity alignment accuracy |
| Standard Cycle Time | 12–18 seconds (machine & cooling dependent) |
| Mold Lifetime | ≥ 5,000,000 injection cycles |
| Compatible Machines | Haitian / Arburg / KraussMaffei / Yizumi / Toshiba |
| Engineering Software | UG NX / Moldflow / AutoCAD |
Engineering Design

Independent High-Efficiency Cooling Architecture
Unlike conventional molds using shared cooling loops, this system is designed with:
Independent cooling channels per cavity
Deep-core heat extraction structure
Moldflow-optimized coolant flow balancing
Engineering impact:
Eliminates heat accumulation at critical core areas
Stabilizes PET crystallization behavior during cooling
Reduces cavity-to-cavity thermal deviation
Production result:
More stable cycle time over long runs
Reduced preform deformation during ejection
Improved consistency in downstream stretch blow molding
Precision Balanced Hot Runner System
PET is extremely sensitive to:
Melt temperature variation
Flow imbalance
Pressure loss across cavities
This system includes:
CNC-machined manifold channels
Independent thermal zone control
Pre-balanced flow simulation before assembly
Optional valve-gate synchronization system
Production benefits:
Stable weight consistency across all cavities
Reduced risk of black specks or thermal degradation
Eliminates short-shot and gate blush defects
Stable viscosity behavior during long production cycles


Industrial Precision Manufacturing Process
All key components are produced under controlled engineering workflow:
5-axis CNC high-speed machining
Precision grinding (critical surfaces Ra ≤ 0.4 μm)
Full cavity inspection via CMM measurement system
Stress-relief heat treatment before final finishing
Achieved tolerances:
Cavity alignment accuracy: ≤ 0.05 mm
Neck ring repeatability: ±0.02 mm
Multi-cavity synchronization stability for continuous production
Modular Maintenance-Oriented Structure Design
This mold is optimized not only for production efficiency, but also for factory downtime reduction.
Key features:
Replaceable neck ring inserts (supports multiple neck standards)
Independent cavity insert replacement system
Standardized hot runner cartridge design
Quick-disassembly cooling manifold system
Operational advantages:
Maintenance time reduced by up to ~40%
Lower spare parts inventory pressure
Faster neck finish changeover (e.g., PCO 1881 / 30-25 / 29-25)
Production Performance
Assuming stable 15-second cycle time:
Cavity count: 16
Hourly output: ~3,800 – 4,200 preforms
24-hour output: ~90,000 – 100,000 preforms

Industry Benchmark Comparison
| Parameter | This Mold System | Conventional Mold |
| Cycle Time | 12–18 sec | 18–25 sec |
| Scrap Rate | <0.2% | 1–3% |
| Mold Lifetime | ≥5M cycles | 2–3M cycles |
| Thermal Stability | High | Medium |
| Maintenance Frequency | Lower | Higher |
Quality Assurance & Engineering Validation
Each mold is delivered with structured engineering verification to support industrial reliability:
Pre-shipment validation includes:
Continuous dry-cycle stability test (2–4 hours)
Full cavity injection sampling inspection
Hot runner thermal balance verification
Moldflow simulation report validation
Technical documentation package:
Material certificates (S136 / P20H traceability)
2D & 3D engineering drawings (UG format)
Hot runner electrical wiring schematic
Spare parts interchangeability list
Maintenance & troubleshooting manual
Manufacturing Capability & Production Environment
The mold is produced under industrial tooling conditions including:
CNC precision machining workshop
Controlled vacuum heat treatment furnace
Hot runner assembly and testing station
Anti-corrosion export packaging system
Export packaging standard:
Fumigation-free reinforced wooden crate
Vacuum anti-rust sealing for critical components
Shock-protected industrial transportation packaging

Global Machine Compatibility
Compatible with major PET injection molding platforms:
Haitian
Arburg
KraussMaffei
Yizumi
Borche
Toshiba
Ferromatik
Engineering Support & Quotation Process
To ensure accurate technical design and pricing, we evaluate:
Preform drawing or sample weight (g)
Neck finish standard (PCO 1881 / 30-25 / 29-25 etc.)
Injection molding machine model & tonnage
Daily or annual production target
What you receive within 24 hours:
Complete technical mold proposal
2D layout + cavity design concept
Cycle time estimation based on production scenario
ROI-based efficiency analysis
Formal commercial quotation
Hot Tags: 16 cavity preform mold, China 16 cavity preform mold manufacturers, suppliers, factory
You Might Also Like


